
选择高地就是选择质量 公司电话:0632-5806100
18563225657
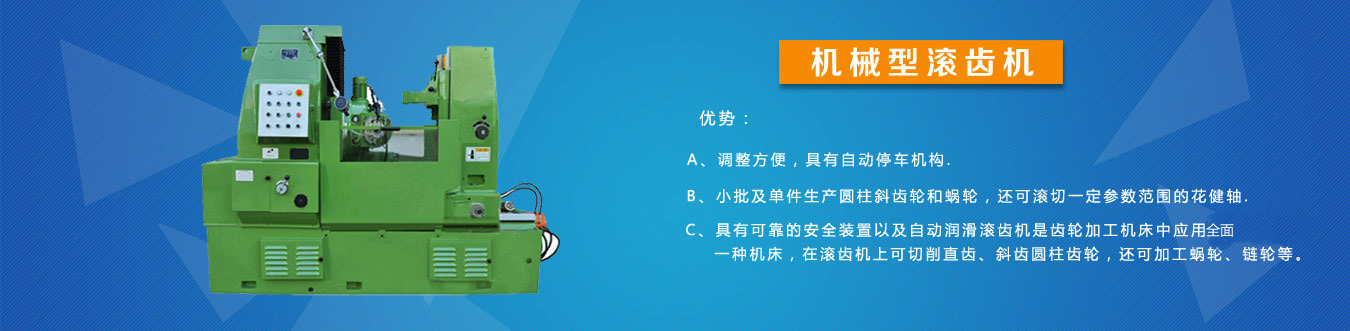
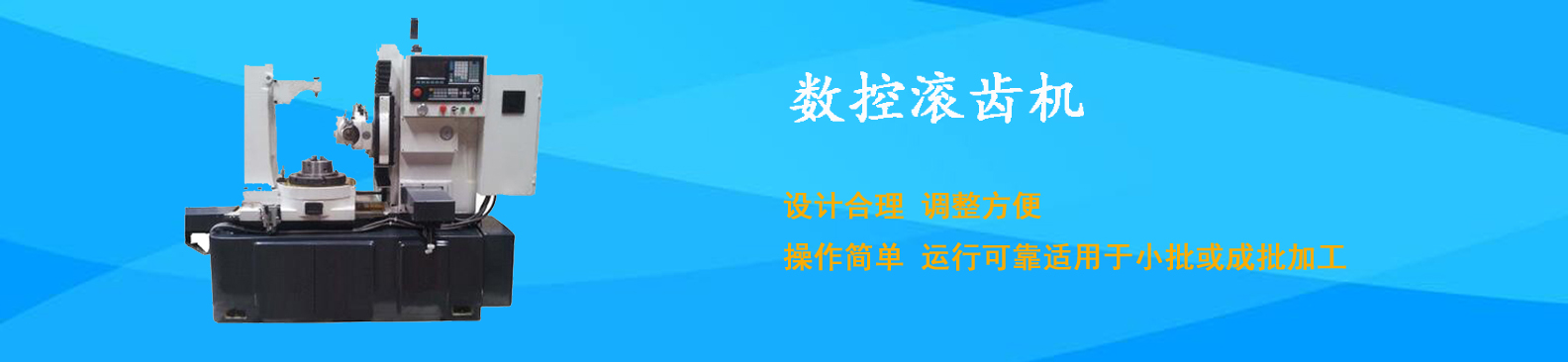

滚齿机是齿轮加工机床中应用广泛的一种机床,在滚齿机上可切削直齿、斜齿圆柱齿轮,还可加工蜗轮、链轮等。 用滚刀按展成法加工直齿、斜齿和人字齿圆柱齿轮以及蜗轮的齿轮加工机床。这种机床使用特制的滚刀时也能加工花键和链轮等各种特殊齿形的工件。普通滚齿机的加工精度为7~6级(JB179-83),滚齿机为4~3级。加工直径达15米。在运行滚齿机之前,检查电源、电源容量是否满足本机床的要求;检查电箱外部所有电线、电缆的连接是否松动,电箱、机床本体、其他分离部分之间的电缆及电线是否连接好,机床的保护接地线是否可靠连接。检查液压、润滑、冷却管道是否连接好;液压、润滑油(润滑脂)、冷却油等是否与机床说明书的要求吻合;检查各油池的油是否被加到指定的油位;按机床润滑图,给机床各润滑点加油。滚齿机精度检验是按照图纸的精度要求进行检测,一般工件可用游标卡尺或千分尺测量,摇臂钻床安装分别测量工件的长、宽、高,误差均在允许的公差范围内,即为合格。
插齿机平直度的检测是刀口直尺配合塞尺检验。将工件置于平台上,用刀口直尺靠在被检平面上。若整个平面各处均与刀口直尺接触,则平直度良好,当平面不平时,则出现缝隙,此时应使用塞尺测量其缝隙的大小。刀口直尺透光检验。绝大多数工件的平直度没有太大的误差,一般可将刀口靠在被检平面上,朝向光亮处,观察其边缘的透光情况。
卧式车床平行度的检验是当平行度要求不高时,可测量被测表面到基准面间的尺寸变动量。当平行度要求较高时,可将工件放置于标准平台上,用百分尺表来测量。后者不仅测量了平行度,同时也测量了平直度。
以上便是滚齿机、插齿机、卧式车床运行之前精度检测的方法,希望对操作滚齿机的工作者有所帮助!