
选择高地就是选择质量 公司电话:0632-5806100
18563225657
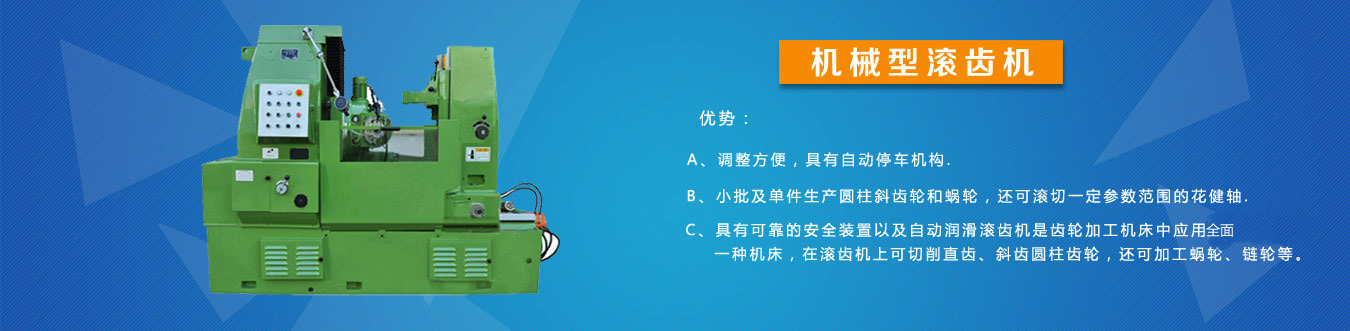
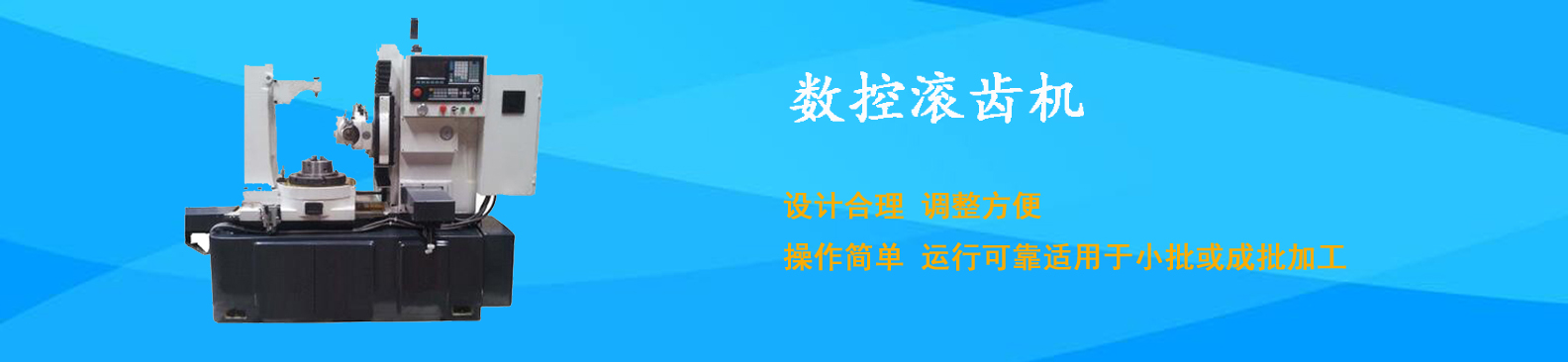

数控滚齿机适用于成批、小批及单件生产加工圆柱齿轮和蜗轮,及一定参数的鼓形齿轮也可用花键滚刀连续分度滚切长度小于300的6齿及6齿以上的短花键轴。且用链轮滚刀可以滚切链轮。加工圆柱齿轮时可采用逆铣和顺铣滚切,采用轴向进给(垂直进给)的方法加工出全齿宽。 数控滚齿机滚切普通蜗轮是采用径向进给的方法进行加工。数控滚齿机加工花键轴及链轮时机床的调整及加工方法与加工圆柱直齿轮时一样。

(数控滚齿机使用车间)
数控滚齿机的传动轴和移动轴:
1、a轴—— 滚刀架转动轴:在加工齿轮时,需要根据齿轮的螺旋角和齿轮滚刀的螺旋升角转动刀架,以确保滚切出正确的齿形角和齿向。
2、b轴—— 滚刀转动轴:是滚齿机的主运动, 数控滚齿机滚刀在转动时以展成法,滚切除被加工工件上的材料并形成齿廓。
3、c轴—— 工作台转动(也称工件轴): 数控滚齿机的分齿运动,它和滚刀保持严格的速比关系,以保证滚削出来的齿轮齿数正确,并且保证其分齿精度;当滚切斜齿轮时,工作台有一个附加运动(差动)。
4、x轴—— 刀具的径向移动轴:刀具沿工件径向移动以确保滚切出全齿深。
5、Y轴—— 刀具的切向移动轴(窜刀运动):实现自动窜刀。当使用切向滚刀时,刀具沿工件的切向运动逐渐加工成齿轮的全齿深。l
6、Z轴—— 刀具的轴向移动轴:刀具沿工件轴线移动以滚切出齿轮整个齿宽。
7、U轴—— 尾架顶尖左右移动轴:实现对工件轴的顶持。
8、V轴—— 机械手左右移动轴:实现对工件的自动装卸。