
选择高地就是选择质量 公司电话:0632-5806100
18563225657
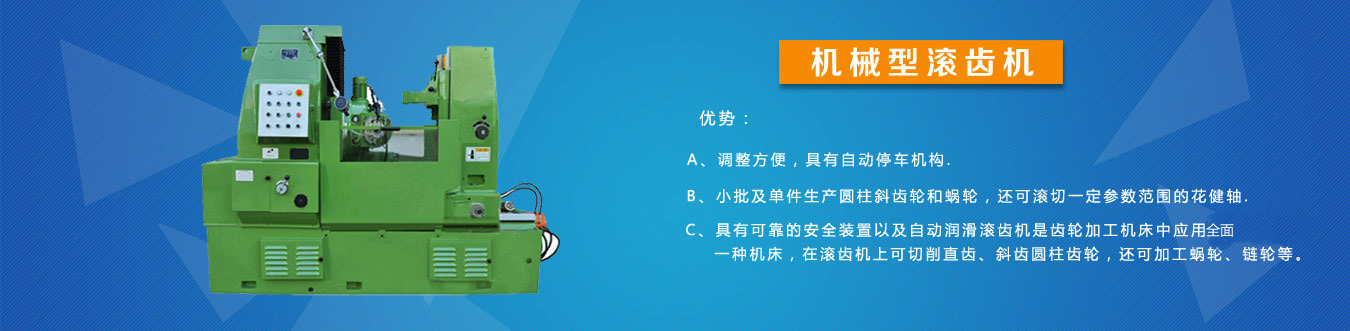
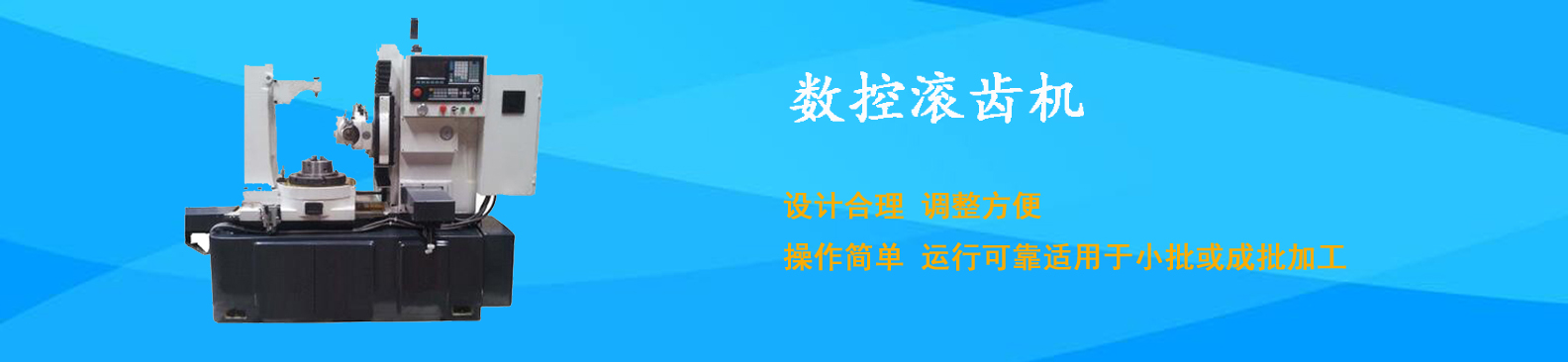

滚齿加工特点:(1)滚齿获得的齿形是按展成法原理行形成的,可以获得8~7级精度的齿轮。(2)滚齿方法可以用同一模数的滚刀,滚削出模数相同而齿数不同的齿轮,可以减少大量刀具,不但提高了精度,还降低了刀具成本。(3)滚齿加工范围广泛,可加工直齿轮,斜齿轮及蜗轮等。(4)滚齿属于连续切削,精度和生产率都较高。(5)滚齿一般不能滚削内齿轮和相距太近的多联齿轮。(6)滚齿适宜于单件小批生产,也适宜于成批大量生产。 插齿加工特点:(1)插齿的加工原理也是用展成法,刀具的选用只要求模数和压力角与被切齿轮相同,与齿数无关。因此节省大量刀具,降低了刀具成本。(2)插齿与滚齿的加工精度尺寸基本相同,但插齿的表面粗糙度略低于滚齿。(3)插刀的制造及检验比滚刀简单方便,容易控制刀具精度,但其传动链较复杂,积累传动误差大,所以分齿精度略低于滚齿,一般只为8~7级。(4)插齿时,在插刀的往复运动中回程是空行程,所以生产率不高。(5)插齿的加工范围也较广泛,与滚齿各有所长。(6)插齿与滚齿一样,在单件小批或成批大量的生产类型中都被广泛应用。
上一篇:数控滚齿机进给系统的调试
下一条:详解滚齿机的调整步骤