
选择高地就是选择质量 公司电话:0632-5806100
18563225657
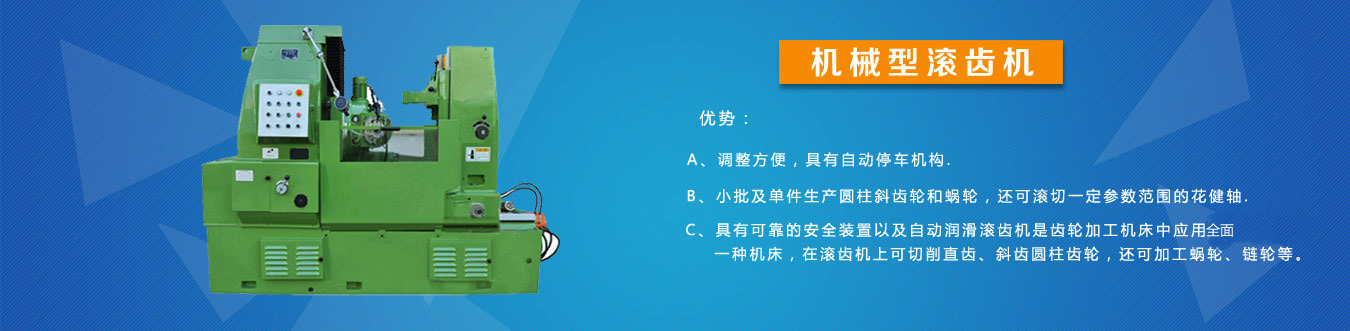

机床的变形和振动会引起硬质合金滚刀的崩刃,因此,硬齿面加工用的滚齿机应该具有良好的刚性。但是,硬齿面滚齿时我们采用较低的切削速度,切削负荷也较小,不像加工普通软齿面那样必须配备高速、大功率的滚齿机才能进行切齿加工。实践证明,刚性好、振动较小并经适当调整的普通机械型滚齿机,就可以用于硬齿面的滚削加工。
硬齿面滚齿时,沿滚刀轴向和工件切向的切削分力较大,甚至比主切削力还要大,因此,使用的普通机械型滚齿机应达到以下要求:刚性较好,振动小,各项运动精度测试合格。
机床各传动链间隙要调整到最小。特别是工作台分度涡轮副、滚刀轴和进给丝杠等传动副元件的间隙要调整到最小。滚刀轴向止推轴承和分度蜗杆止推轴承的轴向间隙要调整到最小。因为在切削过程中,如果滚刀出现5m以上的轴向窜动,刀齿就会崩刃。
关于选择加工硬齿的设备,今天就就讲到这里了,如果您还有什么疑问可拨打我们网站右上方的热线电话,会有专业人士为您解答。