
选择高地就是选择质量 公司电话:0632-5806100
18563225657
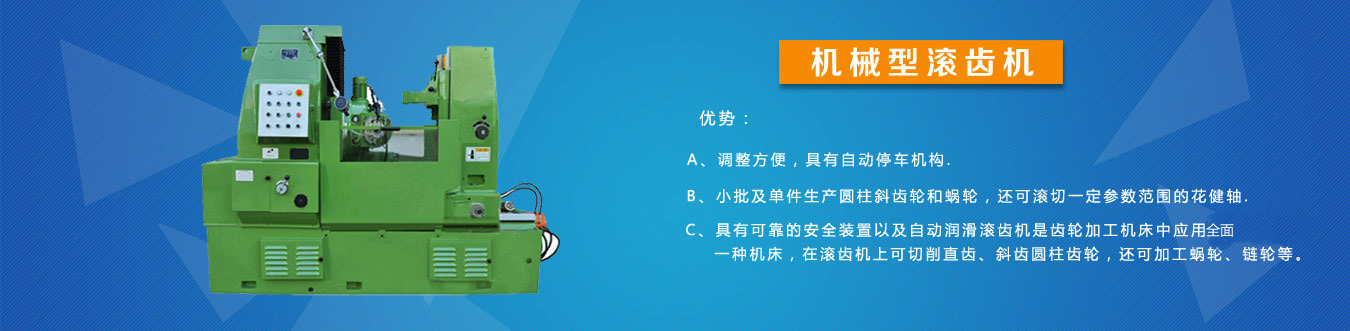

滚齿机(gear hobbing machine)是齿轮加工机床中应用广泛的一种机床,在滚齿机上可切削直齿、斜齿圆柱齿轮,还可加工蜗轮、链轮等。 用滚刀按展成法加工直齿、斜齿和人字齿圆柱齿轮以及蜗轮的齿轮加工机床。这种机床使用特制的滚刀时也能加工花键和链轮等各种特殊齿形的工件。普通滚齿机的加工精度为7~6级(JB179-83),滚齿机为4~3级。最大加工直径达15米。
滚齿机几何不精确度对被切出齿轮精度有影响: 影响齿胚中心和工作台回转中心线的不稳定,主要因为工作台 回转,锥度、支承端面(或元导轨)的配合不良,磨损不均,变形等的结果。卧式滚齿机主轴中心线的不稳定,主要是由于轴承配合不好,磨损间隙增大等的结果。由于中心线的偏位,影响了齿胚中心线的不稳定,在切齿过程中使之滚刀位置发生变化导致不稳定。因而使切出的齿轮产生积累误差,公法线长度偏差,轴向齿距误差,斜齿轮轴向偏差。另外,也由于后立柱的支架中心线与工作台回转中心不重合,使工件轴心线偏移,造成齿胚中心线偏差,切出齿轮后,呈现齿轮齿向误差成锥形使接触面位移等现象。
滚齿机有必要坚持滚刀刀齿的运动方向与被切齿轮的齿向共同,但是因为滚刀刀齿摆放在一条螺旋线上,刀齿的方向与滚刀轴线并不在一条直线。所以,滚齿机有必要把刀架扳转一个视点使之与齿轮的方向一致。滚切直齿轮时,扳转的视点就是滚刀的螺旋升角。滚切斜齿轮时,滚齿机还要依据斜齿轮的螺旋方向,以及螺旋角的巨细来决议扳转视点的巨细及扳转方向。